信州打刃物について
信州鎌の製造工程
信州打刃物の人気製品「信州鎌」の製造工程を説明します。

|
①鍛鉄(地切) 「A 地鉄」に「B 鋼(はがね)」を接合します。 |

|
|---|---|---|
|
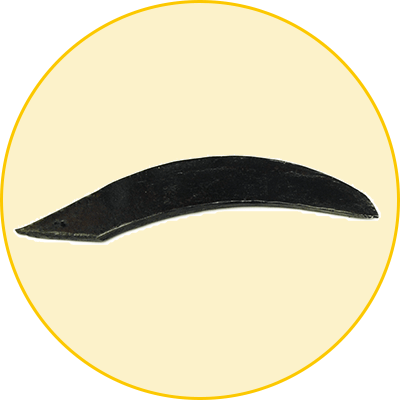
②先のばし
|
|
|
③コミのばし コミとは鎌の頭と柄をつなぎとめるための突き出た部位のことです。 |
|
|
④コミ曲げ
|

|
|
⑤腰出し コミ曲げ下部分を広げる。 |
|

|
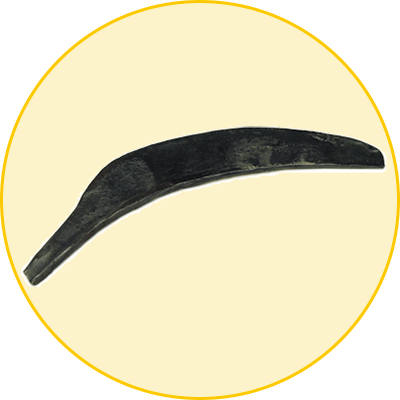
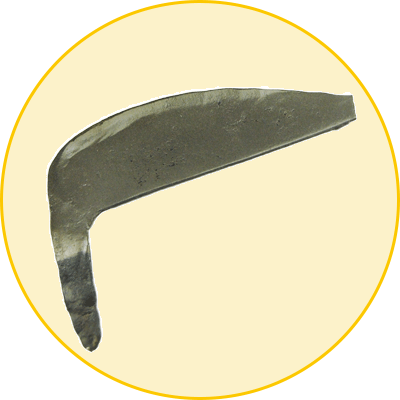
⑥広げ 所定の形まで打ち広げ、おおよその鎌の形を作ります。 |
|
|
|
⑦焼きなまし
|
|

|
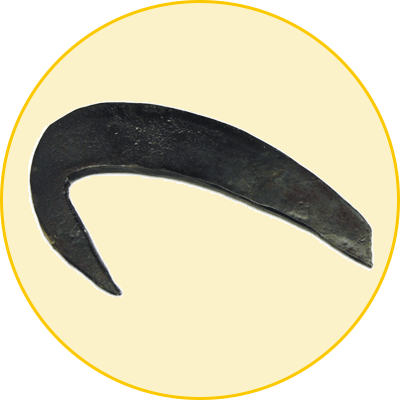
⑧押し切り 刃先を整え、寸法を合わせる。 |

|
|
|
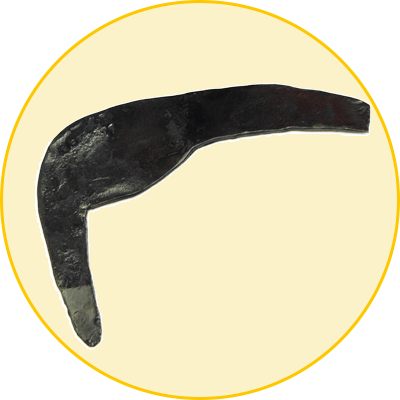
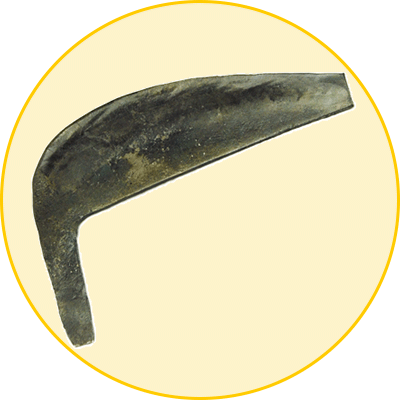
⑨荒打ち 炉で700℃に加熱した後、手槌とハンマーで打ち「ヒラ」の厚さを均一にする |

|
|
⑩荒みがき(硫酸) 表面に付着している酸化鉄やカスを取り除く。 |
|

|
⑪コミつけ
|
|
|
⑫プチ(サワ加工)
|
|
|
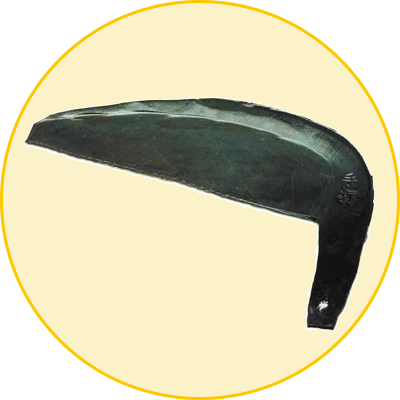
⑬小ならし 炉で500℃に加熱した後、手槌で打ち表面を滑らかにし強靭性を高めつつ「つり」「芝付け」を付ける。 |

|
|
|
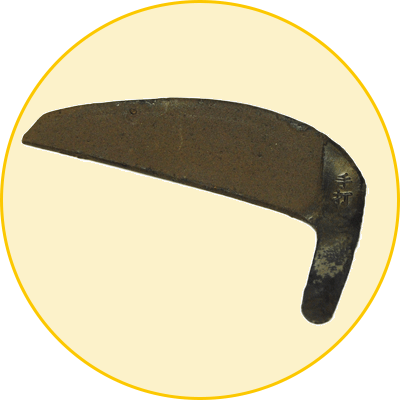
⑭刻印打ち 商標や品質表示の刻印を表面の所定の位置に打つ |
|
|
⑮グラインダー(やすりがけ)
|
|
|
⑯泥ぬり
|
|
|
⑰焼入れ 均一に780℃位に加熱保持後、赤めた鎌を水槽に入れ急冷する。鋼に粘さと硬さを付けます。 |
|
|
|
⑱焼き戻し 焼き戻しは鋼(はがね)に適当の粘さを持たせ刃こぼれを防ぎ切れ味を良くします。 |
|

|
㉑ミガキ(裏面)
|
|

|
㉒刃研ぎ(荒研ぎ) 綿羽布(バフ)で裏面を磨いてつやを出します。 |
|

|
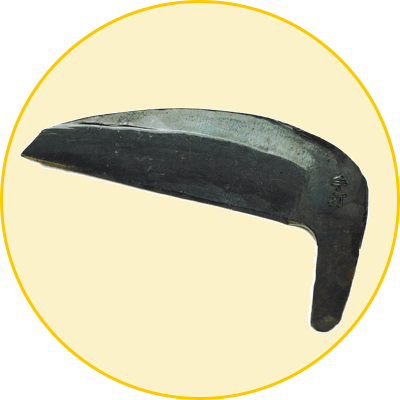
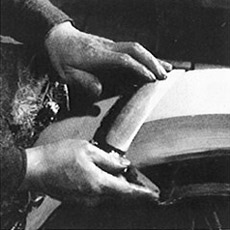
㉔仕上げ 刃付け(切れ刃) 丸砥石で刃先を研いで刃を付け、鋼(ハガネ)面を磨いて美しく仕上げます。 |
|
|
|
㉕サビ止め(ニスor油) 椿油またはニスを塗る |
|

|
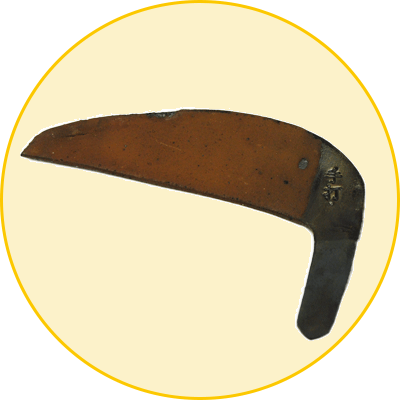
㉖製品 柄付完了 形状にあった柄を取り付けます |
●信州打刃物の歴史等をご覧ください 信州打刃物について